Considerations for Plastic Cap Mold Design

The planning of bottle cap mold requirements is based on the shape, accuracy, size, technical requirements and production batch of plastic parts. When planning the mold, consider the following aspects:
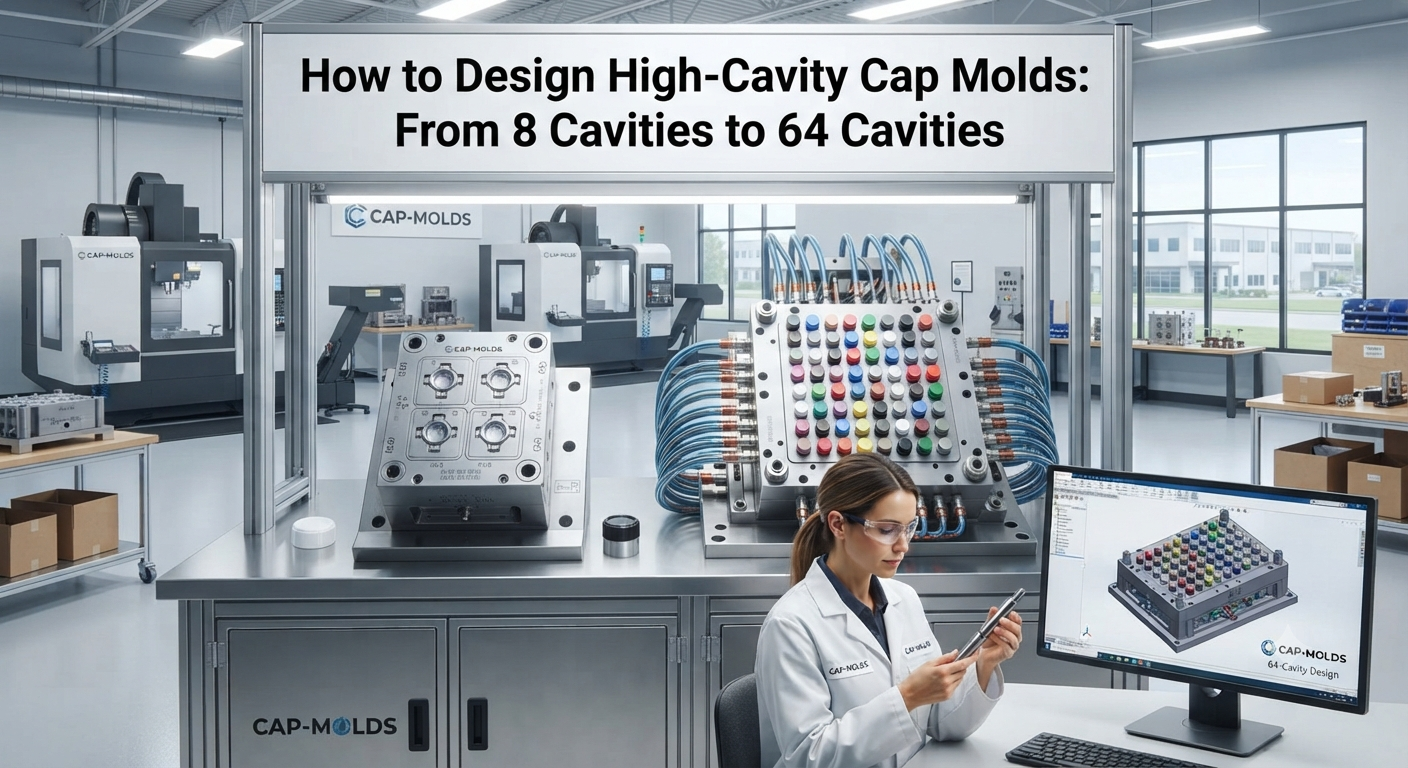
a. Number of cavities and placing method: Bottle caps are produced in large quantities as packaging containers. One mold and multiple cavities should be selected. Considering the clamping force, injection volume, and accuracy and economic factors of the existing injection molding machine, it is determined as 1 mold and 10 cavities, the cavity placement method is "figure".
b. Gating system planning: According to the layout of the plastic parts, the mold is planned to be a three-plate type using point gates. The gates are set at the center of the top of the plastic parts. The point gates can significantly improve the melt shear rate and make the melt viscosity large. In order to lower the mold filling, the melt-sensitive melt such as PE is particularly useful. Moreover, plastic parts are used as packaging containers with high appearance quality requirements and small residual traces at the gates, which can ensure the surface quality of the plastic parts. When the mold is demoulded, the gates are actively broken to facilitate the initiative of the product production process and improve production. Power, increasing economic benefits. The non-equilibrium casting system is used to compact the cavity and reduce the size of the mold. In order to make the various cavities overflow in a balanced manner, the selection method is manually adjusted to achieve the balance of the gate size of each cavity. Use cold pockets to store forward cold stock.
c. Cooling system planning: The mold temperature adjustment system of the bottle cap mold directly affects the product quality and output power. In order to improve the cooling power of the cavity, a cooling circuit is selected. The inlet of one circuit is located adjacent to the outlet of the other circuit. According to the shape of the plastic part and the mold layout constraints, the diameter of the fixed mold cooling water channel is φ12mm, which is connected with the hose outside the mold to form circulating cooling . The core diameter of the moving model is relatively thin. The steel pipe cooling method is used. A soft copper core rod with good thermal conductivity is pressed in the middle of the core, and one end of the core rod is extended into the cooling water hole to cool.